

High-Quality Compressed Earth Block Machines from Leading Manufacturer in China
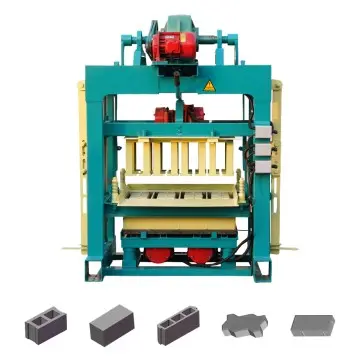
For high-quality compressed earth block machines, Shandong Shunya Machinery Co., Ltd. stands out as a premier manufacturer. Our state-of-the-art equipment is built to meet the highest standards of durability and performance. With advanced technology and stringent quality control processes in our factory, every machine we produce operates efficiently and adds significant value to your projects. We recognize the unique needs of the B2B market, striving to enhance productivity and efficiency. Our dedication to excellence has established us as a trusted partner for manufacturers in the industry. Choosing us means collaborating with a reliable source that prioritizes your goals and supports your growth. Elevate your construction projects with our high-quality machines designed to meet your specific requirements.





Reasons to Choose High-Quality Compressed Earth Blocks Machines Manufacturer Where Service Meets Innovation From Concept to Delivery
When it comes to selecting a manufacturer for high-quality compressed earth block machines, the importance of innovation and exceptional service cannot be overstated. A trustworthy manufacturer not only provides state-of-the-art machinery but also ensures a seamless integration of creativity and efficiency throughout the entire process, from concept to delivery. This approach is particularly vital for global buyers looking to invest in sustainable building solutions. With the growing demand for eco-friendly construction materials, the choice of supplier can significantly influence project success. Choosing a manufacturer that specializes in advanced machinery design and production means benefiting from cutting-edge technology that enhances efficiency and productivity in block making. These machines are designed to produce durable and sustainable compressed earth blocks, meeting the highest industry standards. Moreover, an experienced manufacturer offers comprehensive support, including technical assistance and training, ensuring that stakeholders can maximize their investment and adopt the innovative practices that come with these machines. In today's competitive market, the ability to adapt and evolve is crucial. A manufacturer that prioritizes customer feedback and continuously integrates new technological advancements stands out as a partner for long-term success. By selecting a company where service meets innovation, global buyers can ensure they are making a strategic decision that not only enhances their operational capabilities but also contributes to a more sustainable and responsible construction industry.
Reasons to Choose High-Quality Compressed Earth Blocks Machines Manufacturer Where Service Meets Innovation From Concept to Delivery
| Feature | Details | Benefits |
|---|---|---|
| Advanced Technology | Utilization of cutting-edge manufacturing processes | Improved efficiency and product quality |
| Customization Options | Tailored machines to meet specific project requirements | Enhanced project success and satisfaction |
| Robust Support Services | Comprehensive after-sales support and training | Ensures smooth operation and maintenance |
| Eco-Friendly Solutions | Low energy consumption and sustainable materials | Cost-effectiveness and reduced environmental impact |
| Market Reputation | Trusted by industry professionals for quality and reliability | Peace of mind with a reputable manufacturer |
| Innovative Features | Incorporation of the latest engineering advancements | Enhanced functionality and productivity |





How To Source High-Quality Compressed Earth Blocks Machines Manufacturer Ahead of the Curve Manufacturer








C
Caleb Hill
Excellent product! Their after-sales personnel are dedicated and caring.
01 July 2025
N
Noah Carter
Best decision ever! Quality and service were remarkable.
13 May 2025
H
Hailey Bell
The durability is impressive! After-sales support was prompt and professional.
17 June 2025
S
Scarlett Wright
The quality is second to none. Their customer service staff are highly skilled.
07 July 2025
A
Ana Foster
So glad I made this purchase! Excellent service throughout!
01 June 2025
L
Lillian Brown
Absolutely love this product! The support team was quick to assist.
18 May 2025